Како радити аутомат за заваривање
Потражња за заваривањем полуаутоматских уређаја на тржишту опреме за заваривање наставља да расте сваке године. То је због њихових очигледних предности: приступачне цене, широк опсег режима рада, лакоћа подешавања и рада. Међутим, мајстор почетник није увек у стању да схвати како да правилно користи полуаутомат. Прво што треба да знате је уређај и принцип рада јединице, као и основне препоруке за избор жице за заваривање.
Садржај
Уређај и принцип рада полуаутоматског уређаја
Главна сврха полуаутоматског апарата за заваривање је електролучно заваривање уз употребу електроде за топљење, која се пуни заштитним гасом. Уређај се користи за спајање нисколегираних и ниско угљеничних челика, и дугих и повремених шавова.

Ова опрема је дизајнирана за рад у затвореним, добро проветреним просторима на температурама ваздуха од -10 ° Ц до + 40 ° Ц.
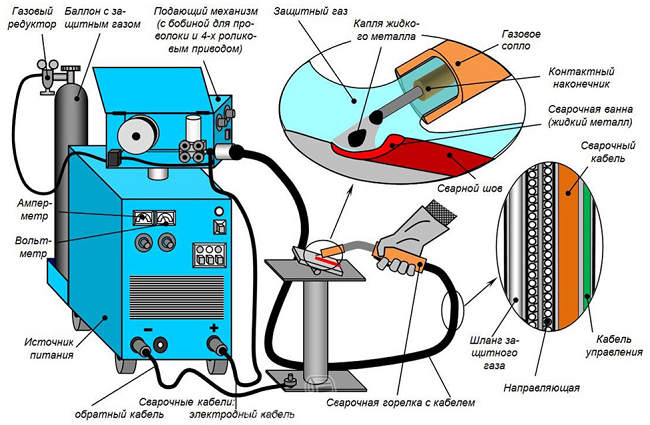
Полуаутоматски уређај се састоји од следеће ставке:
- главна јединица која производи струју заваривања тражене величине;
- јединица за довод жице;
- горионик за заваривање са спојеним каблом кроз који пролази електрична жица, гасно црево, контролна жица и водич за жичану електроду.
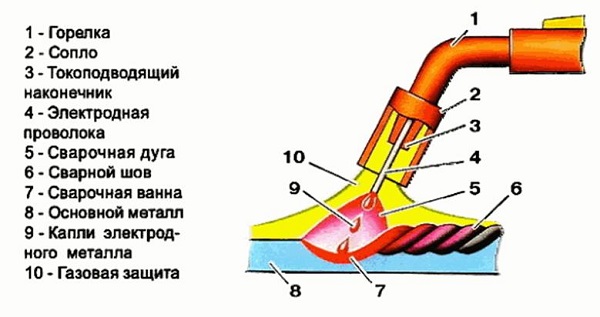
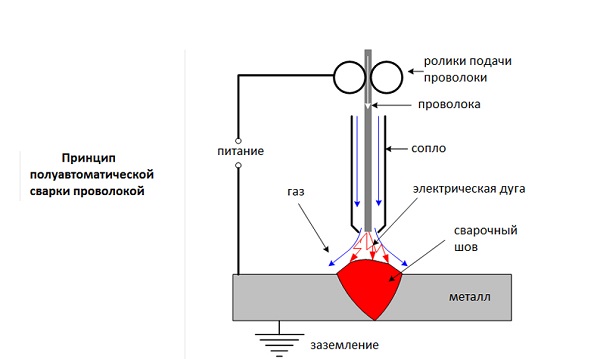
Принцип рада јединице је као што следи. Приликом притиска на дугме за покретање које се налази на ручици горионика почиње довод жице електроде (4), струје и заштитног гаса кроз млазницу (2). Струја до жице протиче кроз проводни врх (4). Када дође у контакт са основним металом, настаје електрични лук, који почиње да топи електроду. Капи метала електроде, које падају на основни метал (8), формирају шав (6). Истовремено, купка за заваривање (7) је прегорана заштитним гасом (10), који спречава улазак кисеоника и азота из атмосферског ваздуха. Захваљујући заштити гаса, завар је издржљив и високог квалитета.
Рад полуаутоматског уређаја је могућ без заштитног гаса. У овом случају, користи се електродна жица са специјалним прашкастим премазом. На високим температурама, ова облога испарава, а настали гасови имају заштитну функцију за вара.
Избор електродне жице
Електродна жица је снап, без које апарат не може да ради. Служи се посебним механизмом и обавља функцију електроде.
За полуаутоматски постоје две групе материјала за заваривање:
- солид вире;
- жица са пуњеном електродом.
Постоји више од 76 типова прве варијанте, али најчешће се користи само мали дио њих. Преостали типови опреме су високо специјализовани и користе се у производњи. Главна ствар коју треба узети у обзир приликом избора жице је тип метала из којег ће се конструкција заваривати. Најчешће је потребно кухати ниско-угљични и нисколегирани челик помоћу жице која није обложена бакром и обложена бакром.
Цопперплатед вире је најпопуларнији међу заваривачима због антикорозивног премаза. Али не знају сви да током топљења бакра у ваздух добија штетно испаравање. Нон Цоппер Вире је више безопасно и има антикорозивни премаз.
Такође се користи на полуаутоматском жицакоји не захтева присуство заштитног гаса током кувања. Електродна жица има посебну ознаку, на пример: СВ-08Г2С. Дешифрује се на следећи начин:
- СВ - заварена жица;
- 08 – значи да је масени удио угљеника у саставу алата 0,08%;
- Г - ово слово означава манган, који се налази у саставу жице;
- 2 - цифра означава да је садржај мангана 2%;
- Са - ово писмо указује на присуство силицијума у опреми, ако после слова нема броја, онда он не садржи више од 1%.
Следи табела у којој се декодирају слова свих адитива који чине жицу за заваривање.
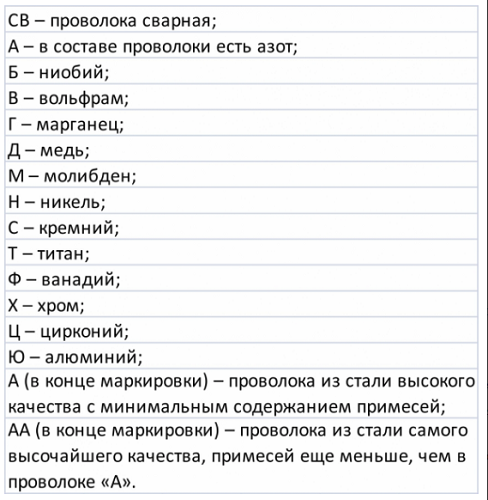
На пример, користећи табелу, може се дешифровати ознака ЦБ-06Х21Н7БТ, што значи: жица за заваривање има 0,06% угљеника, 21% хрома и никла - 7%; Жица је легирана са два метала, ниобијумом и титаном.
За заваривање нисколегирани челици (ово је 90% укупног метала) користи се жица 08Г2С пречника 0,6 мм. Може се користити иу свакодневном животу и за поправку тела. Поред тога, може се користити на јединицама са струјом до 500А. За заваривање нерђајућих челика користи се жица марке Св01Х19Н9. Алуминијум и бакар се кувају у медијуму аргона, што одговара саставу жице. Алуминијум се производи са ЦБ-97, ЦБ-А85 и ЦБ-АМтс. За заваривање бакра коришћена је опрема марке СВ-97, ЦБ-А85 и ЦБ-АМтс.
Пречник жице електроде се бира у складу са дебљином завареног метала.
Правила полуаутоматског заваривања
Пре свега, када се почне радити са полуаутоматским уређајем, делови намењени за повезивање морају бити добро очишћен од боје и хрђе. Такође очистите место на које ће се причврстити копча за масу.
Како држати горионик
Пламеник можете држати једном руком, али квалитет шава ће бити бољи ако користите оба. Једна рука служи као ослонац, а друга држи пламеник.

Овом методом лакше је контролисати угао и удаљеност пламеника од радног комада, као и извршити неопходне покрете за добијање квалитетног завара. Да би вам руке биле слободне, потребно вам је користите маску за заваривањекоји је фиксиран на главу.
Идеални угао при раду као полуаутоматски не постоји. Обично се за повезивање слијепих плоча у истој равнини користи нагиб пламеника (из вертикалног положаја) на 15-20 ступњева. Спајањем делова који су под углом један према другом, користи се нагиб од 45 °. Сваки заваривач са искуством одабире за себе најпогоднији кут нагиба алата, узимајући у обзир различите ситуације.
Мотион бурнер
За формирање висококвалитетног шава постоје многи начини кретања горионика.
- За метале дебљине 1-2 мм примењено валовито-цик-цак кретање. На тај начин, лук хвата оба листа метала и нема времена да га спали. Као резултат, шав је запечаћен и издржљив.
- За заваривање метала било које дебљине нанети раван шав, искључујући било какво померање у страну. Али у овом случају, од оператера се захтева да има одређено искуство тако да када се горионик помери, лук равномерно делује на оба дела парења.
- Ако рад долази метала дебљине мање од 1 мм, потребно је смањити јачину струје и брзину пуњења жице, као и користити жицу мањег пречника. Заваривање треба да се одвија у кратким импулсима, са паузом између њих око 1 секунде. Потребна је пауза да се охлади метал и да се следећи сегменти испусте у монолитни шав.
- Иф парење дуге, танке детаље, онда се заваривање изводи кратким сегментима или тачкама које се налазе на одређеној удаљености. Такође, да бисте избегли деформације делова, можете кувати наизменично, кратке сегменте, са различитим крајевима сегмента за парење.
Брзина заваривања
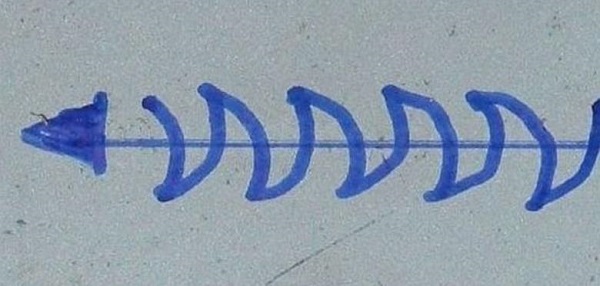
То је брзина кретања електричног лука дуж сучеља дијелова, а њоме управља оператор полуаутоматског уређаја. Брзина кретања алата треба да одговара напону лука, брзини додавања жице, дебљини метала и жељеном облику шава. При великим брзинама кретања пламеника формира се много спрејева, заштитни гас остаје у брзо очврслом шаву и узрокује стварање пора у њему. Уз малу брзину кретања пламеника, у материјал се формира прекомјерни електрични лук, који га може спалити. Поред тога, када се спајају масивни делови тхицк сеам. Следећа слика показује како изгледају шавови при различитим брзинама горионика.

Проток гаса
Снабдевање гасом треба да буде довољно да осигура пухање испоручене жице. Са слабим протоком гаса, шав неће бити заштићен од оксидације. Али чак и при високим протоцима, заштита ће бити недовољна турбуленција. Сва ова одступања од норме чине шав порозним и ломљивим. Због тога је веома важно постићи гладак довод гаса, тако да проток не изазива турбуленцију и потпуно штити место заваривања.
Дужина жице
Жица, пре него што додирне метал, мора да изађе из врха за 6-13 мм. Од ове вредности зависи отпорност и температура овог комада електроде. Што је јачи досег жице од врха, мања ће бити величина лука. Као резултат, шав ће бити густа и уска, са ниским продирањем у метал. Ако се дужина алата смањи, продирање лука у метал ће се повећати, а шав ће постати тањи и шири.
Поларност
Под поларитетом у опреми за заваривање се мисли смер струје у свом кругу. Са директним поларитетом, на жицу се наноси негативан набој, а на заварени део се примењује позитиван набој. Са обрнутим поларитетом, тачно је супротно: жица је плус, а радни комад је минус.
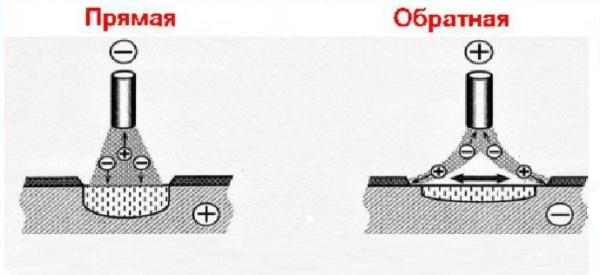
Важно је! При раду без заштитног гаса, пуњена жица користи метод директног поларитета, а код гаса - обрнути поларитет.
Звук приликом заваривања
Слушање звукова заваривања је важно, посебно за почетнике приликом учења. Правилан звук код заваривања полуаутоматским уређајем подсјећа на звук печења меса у тави. Када се чује звук "шиштање-зујање", то значи да постоји равнотежа између тренутних поставки, брзине довода жице и плина. На промену звука током рада уређаја може утицати:
- лош контакт између стезаљке за тежину и дијела;
- присуство замрзнутог спреја на врху горионика, спречавајући нормалан проток гаса;
- слабо очишћен од рђе или површине заваривања.
Мјере сигурности на раду
Приликом рада са опремом за заваривање потребно је поштовати сљедеће сигурносне мјере.
- Заваривач мора заштитити све дијелове тијела од прскања врућег метала на њима. За ово коришћена радна одећачврсто покривају изложене делове тела, као и заштитне рукавице. Одјећа мора бити израђена од густог материјала који може издржати продор врућих прскања. Ни у ком случају одјећа не би требала бити израђена од синтетичких влакана, која се, када су изложена високим температурама, почињу топити. Такав материјал одмах изгори, што може довести до опекотина заваривача.
- Будући да се током заваривања ствара тешко ултраљубичасто зрачење, потребно је заштитити очи од употребе маска са затамњеним стаклом. Не тако давно на тржишту су се појавиле маске са “камелеонским” стаклом, које се затамњују када се појави јака светлост. Такође, други делови тела треба да буду заштићени од ултравиолетног зрачења.
- Ципеле треба затворити како би се спријечило да вруће прскање падне у њу.
- Просторија у којој се изводе заваривачки радови мора имати присилну или природну вентилацију (присуство прозора који се могу отворити). Удисање пара и дима насталих током процеса заваривања негативно утиче на здравље људи.
/rating_off.png)











